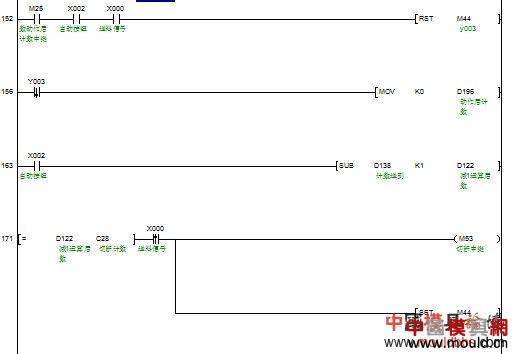
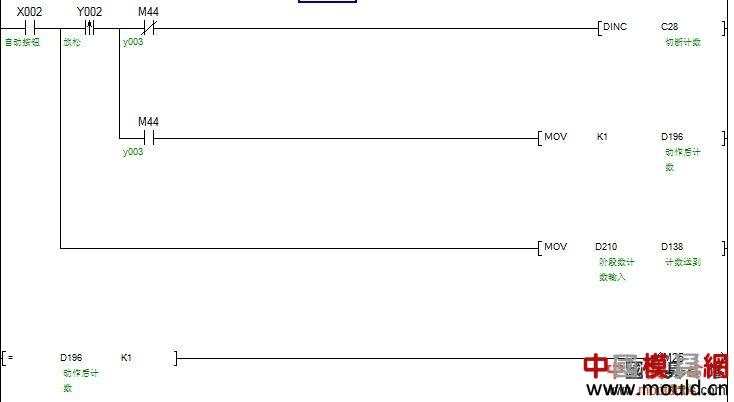
双喜香煙:控制要求:每生产14PCS模具内3个气缸一次,冲床返上死点时气缸复位,
该动作必须配合冲床快慢同步,响应或动作必须不能有滞留现在
数据可设定,
生产时直观可监视界面
基于上述要求,更为了节省成本,
从机台送料机的PLC内加入程序。

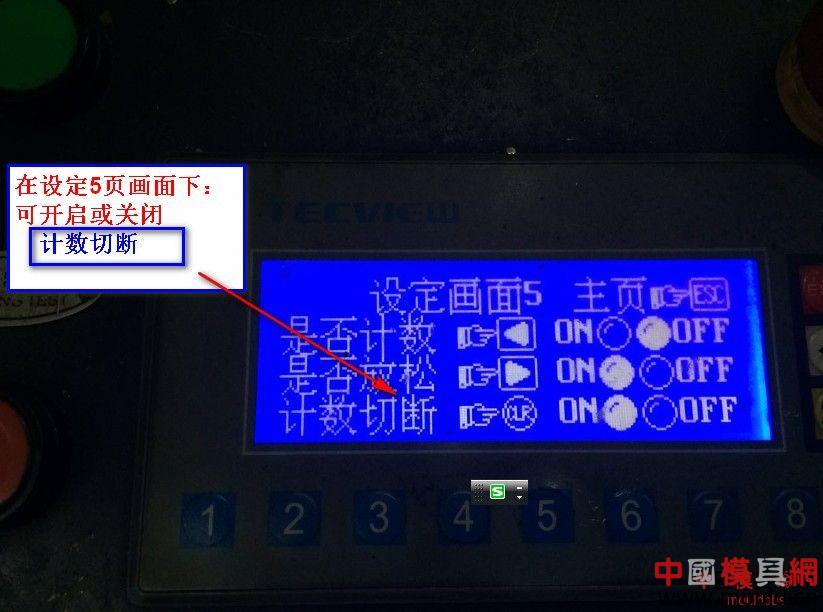
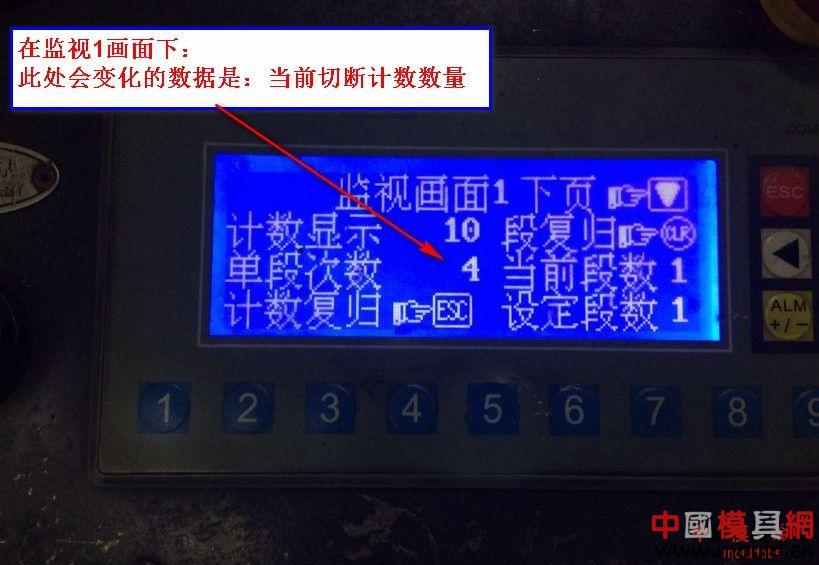
双喜香煙:人机界面...
数量设定界面

开启或关闭
监视界面
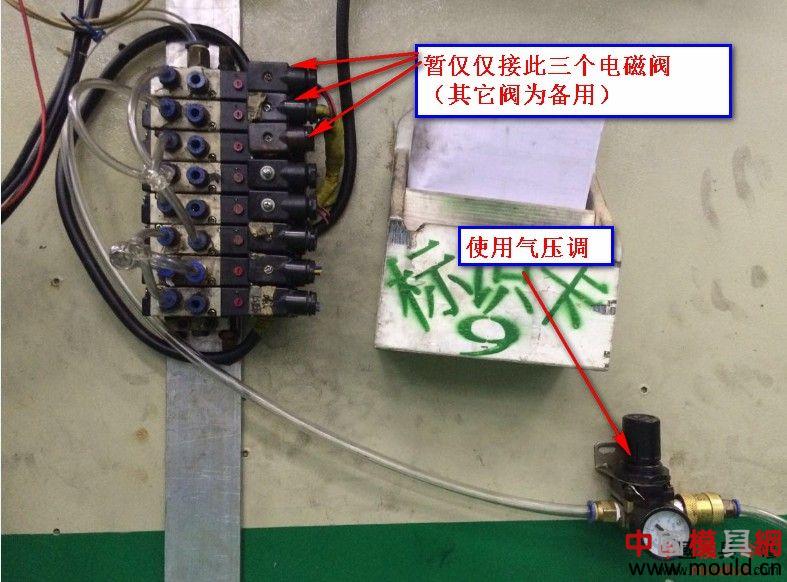
DC24V输出电磁阀
双喜香煙:上机调试看气缸响应情况
附视频且电梯直达 》》 目的地 》》开满樱花的岛国

貌似还不错,,这个时候,当然上模具试车啦,附视频且电梯直达

卸料板:类似的我也做过,是在汽车排气管的冲孔模上,因为这些孔都是一排一排但相互错开,而且往往是排数不同。举个例子:一排17个孔,一排18个孔,孔位置正好错开,但17个孔的有13排,18个孔的有12排。冲完孔还要把料带切断。这样模具要么一下全冲出,要么就是楼主的方式。
我的办法跟楼主类似,NC送料,模具分成三个子模,一个专冲17个孔,一个专冲18个孔,一个切断料带。三个子模不与上模座连接,靠弹簧把子模的上模顶起,上模座上有一排压块,气缸带动。送料时,根据孔的位置决定送料长度,然后气缸带动压块,从而决定哪个子模闭合高度达到了冲孔的深度(压块不压时凸模进不了凹模,也就无法冲孔)。所有孔冲完后,NC送一段长步距,切断。在PLC里编好程序,到时调出程序控制NC送料器和气缸就行了。
如需转载请注明出处
 浙公网安备33038202004752
浙公网安备33038202004752

